RCCN WeChat QrCode
RCCN WeChat QrCode Mobile WebSite
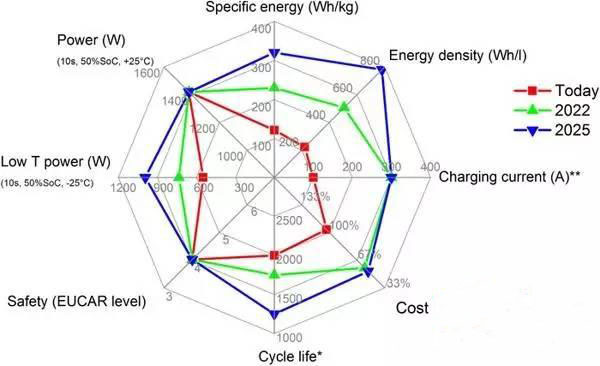
Mobile WebSiteThe development of electric vehicles requires a better battery, power battery than the energy, life, safety and price, the development of pure electric drive car is essential. Which has a high energy, long life and other advantages of lithium-ion battery is the most practical value of the electric car battery, hybrid cars, pure electric vehicles and fuel cell vehicles are widely used. The current level of commercial power battery technology and the next 10 years is expected to achieve the goal shown in Figure 1, and the actual production of these indicators are often contradictory, battery-related performance need to weigh the consideration. Improve the performance of the battery to take into account the electrode material, electrolyte, diaphragm performance, while assembly technology, battery systems into groups, management technology is also important to follow up. The purpose of this paper is to summarize the development of power battery with lithium-ion battery as the core from the aspects of battery material technology, single cell design and manufacturing technology and battery system technology, and look forward to the future!

Figure 1 The technical indicators of existing power batteries and the next 10 years of development goals [1]
1. Lithium material technology
Positive and negative materials
Lithium positive and negative material system is very rich (Figure 2), at present, lithium cobalt oxide, lithium manganese oxide, lithium iron phosphate, nickel cobalt manganese and other cathode materials research has become mature. The lithium cobalt oxide material has a specific capacity of 200-210 mA · h / g, and its material density and pole piece compaction density are the highest in the existing cathode materials. The charging voltage of the commercial lithium cobalt oxide / graphite system can be increased by 4.40 V , Has been able to meet the smart phone and tablet PC on the high volume of energy density flexible battery needs [3]. Lithium manganate raw materials cost is low, the production process is simple, high thermal stability, good resistance to overcharge, discharge voltage platform is high, high security. Suitable for light electric vehicles as low-cost batteries, but the theoretical capacity is relatively low, the cycle may have the dissolution of manganese elements affect the battery life in high temperature and other issues. Domestic lithium manganate materials to meet the mobile power, power tools and electric bicycle market demand, to the low-end development trend. NCM ternary layered cathode materials are mainly used in power type batteries, in addition to nickel, cobalt, manganese each 1/3 of LiNi1 / 3Co1 / 3Mn1 / 3O2 in the application of power cells is more mature [4], higher capacity LiNi0.5Co0.2Mn0.3O2 has also entered the bulk application, generally mixed with lithium manganese oxide used in electric vehicle batteries. Aluminum-doped lithium-nickel-cobalt oxide (NCA) energy density can be close to high-voltage lithium cobalt oxide battery, electric car manufacturers in recent years, Tesla will use this computer battery for electric vehicles, the material can also be with lithium manganate Mixed for the manufacture of automotive power batteries, the domestic NCA precursors have formed a stable production capacity, a small number of enterprises have completed NCA cathode material development, in the product promotion process. Lithium iron phosphate battery safety, long life [5], the current nano-power-type materials and high-density lithium iron phosphate lithium material development speed, high-energy and high-power materials, the performance tends to be stable, cost Further reduce, and gradually meet the needs of the domestic market and the current stage of China's new energy vehicles to promote the need for high-voltage spinel nickel manganese oxide and high voltage and high capacity lithium-manganese-based cathode material is still being developed.
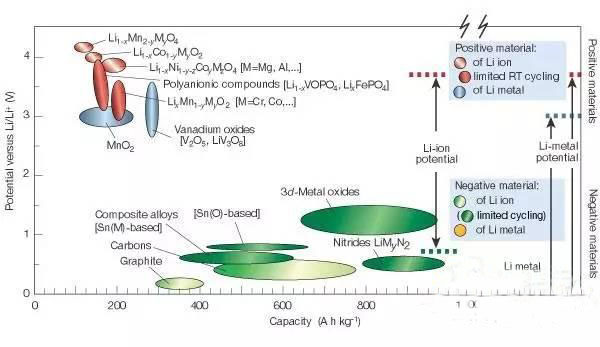
Figure 2 lithium-ion battery electrode material system [2]
Negative material
Can be used for power battery anode materials are graphite, hard / soft carbon and alloy materials, graphite is widely used anode material, the reversible capacity has been able to reach 360 mAh / g. Amorphous hard carbon or soft carbon can meet the needs of the battery at higher magnification and lower temperature applications, starting to apply, but mainly mixed with graphite applications. Lithium titanate anode material has the best magnification performance and cycle performance, suitable for high current fast charging battery, but the production of low energy than the battery and the higher cost. Nano-silicon in the 20th century was proposed for the 90's can be used for high-capacity negative [8], through a small amount of nano-silicon doped to enhance the capacity of carbon anode material is the current research and development of hot, add a small amount of nano-silicon or silicon oxide anode material has begun Into the small batch application stage, the reversible capacity of 450 mA · h / g. But because of lithium embedded silicon lead to its volume expansion, in the actual use of the cycle life will be reduced to the problem to be further resolved.
Electrolyte
Lithium-ion battery electrolyte is generally a high dielectric constant of the ring carbonate and low dielectric constant linear carbonate mixed [6]. In general, lithium-ion battery electrolytes should meet the high ionic conductivity (10-3 ~ 10-2 S / cm), low electron conductivity, electrochemical window width (0 ~ 5 V), good thermal stability (-40 ~ 60 ℃) and other requirements [2]. Lithium hexafluorophosphate and other new lithium salt, solvent purification, electrolyte preparation, functional additives technology continues to progress, the current direction of development is to further improve its working voltage and improve the battery high and low temperature performance, safe ionic liquid electrolyte and solid electrolyte is being developed.
Diaphragm
Polyolefin microporous membrane with its excellent mechanical properties, good electrochemical stability and relatively inexpensive characteristics, is the current lithium ion battery separator market [7]. Including polyethylene (PE) monolayer film, polypropylene (PP) monolayer film and PP / PE / PP three composite microporous membrane. Domestic use of dry process to produce more manufacturers, wet process PE diaphragm has also been a number of enterprises can mass production. With the ceramic coating technology has been promoted, high temperature and high voltage diaphragm will become the future research and development direction.
2. Single battery technology
The basic design of the lithium-ion battery is still the same as that disclosed by SONY Corporation in 1989. [8] The shape of the monomer is cylindrical, square metal shell (aluminum / steel) and square soft pack in bulk, the cylindrical battery was originally used for Notebook computers, now Tesla and other companies selected 18650 cylindrical battery for electric vehicles. Square battery general capacity larger, the battery through the volume Rao, Z-shaped laminated, winding + laminated, positive film laminated, laminated + winding, etc. production. Cylindrical cell technology is the most mature, low manufacturing costs, but the large cylindrical battery cooling capacity is poor, it is generally selected small cylindrical battery. Car battery capacity, battery number, management system is more complex and expensive. Square battery in the winding structure of the battery manufacturing process is relatively simple, but mainly suitable for soft pole battery, in addition to spinel cathode material outside the lithium iron phosphate and ternary material batteries can be used in this method. High reliability, long life of the laminated battery to adapt to a variety of materials system, Universal Volt plug-in hybrid cars and Nissan Leaf pure electric vehicle batteries are used laminated manufacturing process. By 2015, the specific energy of lithium iron phosphate monolithic battery reaches 140 W · h / kg, the specific energy of the mixed lithium manganate battery is 180 W · h / kg, and the NCA small cylindrical battery The specific energy of 240 W · h / kg, the next few years the specific energy of lithium-ion battery will be further enhanced, is expected to reach a maximum of 300 W · h / kg by 2020.
3. Battery system technology
From the perspective of commercial lithium-ion battery system, the key core technologies include battery group technology (integrated battery with group, thermal management, collision safety, electrical safety, etc.), battery management system (BMS) electromagnetic compatibility technology, the signal accuracy Measurement (such as monomer voltage, current, etc.) technology, accurate battery estimation, battery equalization control technology [9].
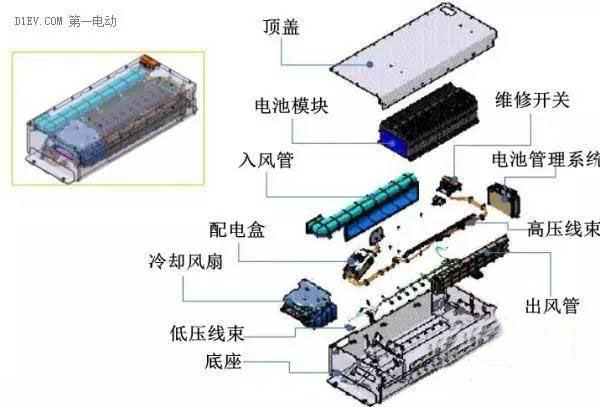
Figure 3 simple power battery system diagram
BMS and other key components of the battery system, including sensors, controllers, actuators and other components basically by the automotive electronics technology power (Germany, Japan, the United States) monopoly. At present, some enterprises have successfully developed smart meters, can replace foreign current, voltage, insulation sensors. The first factor that affects the promotion and application of electric vehicles is the safety and cost of lithium-ion battery. In addition to the safety, longevity and consistency of the battery body, the battery modular technology, battery group technology (integrated battery group, Thermal management, collision safety, electrical safety, etc.) also have a clear gap with foreign countries. At present, the international automotive enterprise battery technology is more mature, the domestic research units in BMS electromagnetic compatibility technology, accurate signal measurement technology, accurate battery estimation, battery equalization control technology and other aspects of a more in-depth study [2].
Battery power management key technology research and development, including integrated battery electrochemical model, electrical safety design, battery status estimation, balanced management, fault diagnosis and calibration and charge management and so on. Battery thermal management key technology and system research and development need to be based on the battery structure design and battery heat calculation and analysis of different thermal management technology to study the cooling effect of temperature, low cost, simple process, safe and reliable battery thermal management cooling program The The lightweight structure of the root cell is based on the related structure of the battery system and the vehicle. Considering the coupling characteristics between the battery system and the vehicle, the integrated optimization of the structure is anti-vibration, impact resistance and light weight from the aspects of structural design optimization and material selection Design key technology research work. It is necessary to optimize the design of components, structural design and connection. The safety of the battery system should be carried out on the basis of electrical safety, mechanical safety and thermal safety. The fault diagnosis and prediction of the battery system should be carried out for the battery system. , Thermal safety monitoring and early warning and prevention and control of key technologies.
Prospects
Lithium-ion batteries are still the most suitable electric vehicle batteries, lithium manganate cathode materials, ternary system cathode materials, lithium iron phosphate cathode materials, composite carbon anode materials, ceramic coated membranes, electrolyte salts And the development of functional electrolyte technology to support the battery technology and industrial development. Battery system technology in the application of progress, security and reliability will be further improved in the next few years.
Study on the Life Model and Model Parameters of Li-ion Power Battery, Study on the Characteristics of Battery Grouping, Study on Equilibrium Strategy of High-efficiency and High-capacity Lithium-ion Battery Pack, Single-cell Charge-and-discharge Model and Analysis and Control Method of Group Battery Pack Temperature Field Research, group of battery optimization fast charging method research to be carried out. Power battery system should be re-designed with vehicle products and in accordance with the future needs of automotive power battery design and manufacturing model upgrades in the power battery base materials, battery manufacturing and system technology industry chain at the same time efforts to improve product quality, Reduce the scale of production costs, enhance industrial competitiveness.